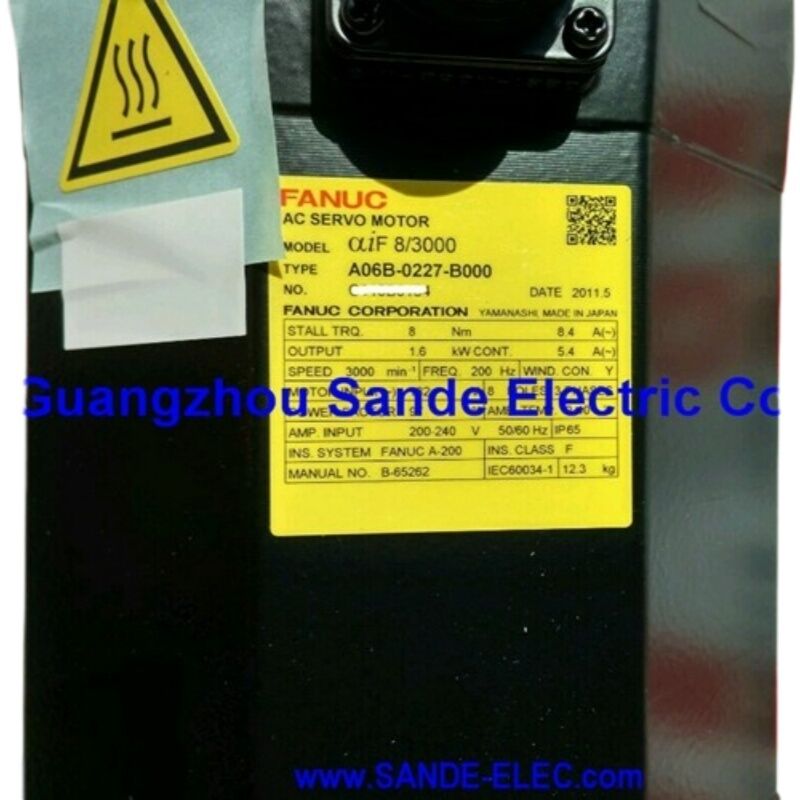
Moteur servo AC GE Fanuc A06B-0227-B000 — αiF 8/3000, arbre conique, A1000 absolu, sans frein
Présentation du produit
Numéro de pièce : A06B-0227-B000
Aussi recherché sous les noms suivants : A06B0227B000, GE Fanuc A06B-0227-B000, FANUC A06B0227B000
Modèle de moteur : αiF 8/3000 (Alpha iF 8/3000)
Marque : GE Fanuc / Fanuc
Classification : Moteur servo brushless AC Fanuc Alpha iF Series — couple de décrochage de 8 Nm, 1,6 kW, 3 000 tr/min, arbre conique avec clavette, sans frein, codeur absolu Alpha i A1000, IP65
Spécifications techniques
| Paramètre |
Valeur |
| Numéro de pièce |
A06B-0227-B000 |
| Modèle de moteur |
αiF 8/3000 |
| Marque |
GE Fanuc / Fanuc |
| Couple de décrochage |
8 Nm |
| Puissance nominale |
puissance nominale continue de 1,6 kW |
| Courant de décrochage |
8,4 A (RMS) |
| Vitesse maximale |
3 000 tr/min |
| Tension d'entrée du moteur |
182 V AC (triphasé) |
| Fréquence |
200 Hz |
| Constante de couple |
0,95 Nm/A (RMS) |
| Inertie du rotor |
0,00257 kg·m² |
| Codeur |
Alpha i A1000 (absolu série, A860-2000-T301) |
| Résolution de l'encodeur |
1 000 000 impulsions/tr |
| Type d'arbre |
Conique avec clavette (TPR) |
| Frein électromagnétique |
Aucun |
| Indice de protection |
IP65 |
| Classe d'isolation |
Classe F |
| Température de fonctionnement |
0°C à +40°C |
| Amplificateurs compatibles |
amplificateurs servo Fanuc série αi (αiSV) |
| Commandes compatibles |
Fanuc Series 0i, 15i, 16i, 18i, 21i, 30i, 31i, 32i |
| Origine |
Japon |
GE Fanuc — La marque derrière le numéro de pièce
Une certaine confusion règne quant à la désignation GE Fanuc sur ce moteur. Pour être clair : GE Fanuc était une coentreprise entre General Electric et Fanuc Ltd. qui opérait principalement sur le marché nord-américain des CNC et de l'automatisation. Les moteurs produits sous la marque GE Fanuc — y compris le A06B-0227-B000 — sont identiques à leurs homologues portant la marque Fanuc. Même corps de moteur, même codeur, mêmes caractéristiques électriques, même compatibilité d'amplificateur. La plaque signalétique GE Fanuc reflète simplement l'accord commercial selon lequel le produit était vendu sur certains marchés.
À des fins de maintenance et d'approvisionnement, un moteur répertorié comme GE Fanuc A06B-0227-B000 et un répertorié comme Fanuc A06B-0227-B000 sont la même pièce physique, compatibles avec les mêmes amplificateurs et remplaçables par le même moteur de remplacement, quel que soit le nom de marque qui apparaît sur l'étiquette.
Huit Newton-mètres à 3 000 tr/min — Comprendre l'enveloppe de performance
Avec un couple de décrochage de 8 Nm et une puissance nominale continue de 1,6 kW, le αiF 8/3000 occupe une position véritablement productive dans la gamme de moteurs servo Fanuc αiF. Ce n'est pas le plus petit moteur de la famille, ni le plus grand. Il se situe à un point où le couple de sortie est suffisamment important pour entraîner les axes d'avance de machines-outils de taille moyenne sous des charges de coupe réalistes, tandis que le plafond de 3 000 tr/min et le cadre compact maintiennent le moteur physiquement gérable et le coût du système raisonnable.
Sur une vis à billes de pas de 10 mm avec une efficacité mécanique de 90 %, 8 Nm soutiennent environ 4,5 kN de force de poussée axiale continue. Cela couvre les charges des axes X et Z d'un centre de tournage CNC moyen traitant des diamètres de barre typiques, l'entraînement de la table d'un centre d'usinage vertical compact, et les axes d'avance d'une large gamme de machines de production de format moyen. La puissance continue de 1,6 kW fournit le budget de puissance pour des passes de coupe soutenues sans surcharge thermique, même dans des environnements de production à cycle de service élevé.
La constante de couple de 0,95 Nm/A raconte une histoire complémentaire : ce moteur génère près de 1 Nm par ampère de courant de décrochage, ce qui reflète une conception électromagnétique efficace pour sa taille de châssis. L'inertie du rotor de 0,00257 kg·m² définit le caractère dynamique du moteur — suffisamment faible pour répondre rapidement aux corrections de la boucle servo sans la lenteur des rotors plus lourds, suffisamment élevée pour que le moteur ne devienne pas instable sous les fortes exigences d'accélération des mouvements rapides à course courte. Ces deux chiffres sont importants pour les ingénieurs de systèmes servo concevant ou dépannant les performances dynamiques des axes.
Arbre conique avec clavette — La norme pour les machines-outils
Chaque A06B-0227-B000 est livré avec un arbre conique rectifié de précision avec une rainure de clavette usinée. Cette interface de couplage est le défaut pour les moteurs servo de machines-outils à travers des décennies de générations de moteurs Fanuc — et les raisons restent aussi pertinentes aujourd'hui qu'au moment où l'arbre conique a été adopté pour la première fois.
La géométrie conique crée un effet d'autocentrage automatique lors de l'installation du moyeu. Lorsque le moyeu de couplage est tiré sur l'arbre conique à l'aide du boulon de tirage à l'extrémité de l'arbre, le contact conique entre l'alésage du moyeu et l'arbre aligne automatiquement le moyeu de manière concentrique à l'axe de l'arbre moteur. Pas de calage, pas de mesure de faux-rond, pas d'ajustement itératif. Le moyeu se positionne correctement à chaque fois. Sur un axe CNC où l'alignement moteur-vis affecte directement l'erreur de suivi et la qualité de la finition de surface, cette géométrie de couplage répétable vaut la procédure d'installation légèrement plus complexe par rapport à une conception d'arbre droit.
La clavette dans la rainure de clavette correspondante transmet le couple par engagement mécanique positif. À 8 Nm de couple de décrochage, la clavette est confortablement dans sa capacité de charge — la rainure de clavette n'est pas là parce que 8 Nm l'exigent pour des raisons structurelles, mais parce que la combinaison cône plus clavette assure une transmission de couple fiable sous des charges inversées, des vibrations et des cycles thermiques sans risque de fretting ou de desserrage progressif qui peut affecter les accouplements purement serrés par friction sur de longs intervalles de service.
À des fins de remplacement, le moyeu déjà sur le mécanisme d'entraînement de la machine est déjà adapté à cette géométrie conique. Retirez-le avec un extracteur de pignon approprié, inspectez les surfaces coniques pour détecter tout fretting ou dommage, installez le nouveau moteur, réinstallez le moyeu avec le boulon de tirage serré selon les spécifications. La géométrie de couplage de l'axe revient à l'état avant la panne sans réalignement.
Encodeur absolu Alpha i A1000 — Pas de référencement, tous les matins
La codeur absolu Alpha i A1000 est l'encodeur absolu standard des familles de moteurs Fanuc αiS et αiF, et ses implications opérationnelles sont les mêmes sur le A06B-0227-B000 que sur tout autre moteur équipé d'un A1000 : la coordonnée de l'axe est connue immédiatement à chaque mise sous tension du CNC, sans aucun mouvement de référencement.
La position de l'arbre multi-tours est conservée hors tension par la batterie de secours de l'amplificateur servo Fanuc série αi. Lorsque le CNC est mis sous tension — au début d'un quart de travail, après une récupération d'arrêt d'urgence, après un arrêt nocturne — chaque axe équipé d'un codeur A1000 signale sa position immédiatement. La machine entre en mode automatique prête à fonctionner. Pas de déplacements de retour de référence supervisés, pas d'attente que les axes trouvent leurs marqueurs, pas de délai de production au démarrage.
Pour une installation de production gérant plusieurs machines CNC avec plusieurs axes chacune, cette caractéristique opérationnelle se traduit par des économies de temps réelles qui s'accumulent sur chaque quart de travail et chaque jour ouvrable. Et pour les machines qui s'arrêtent en milieu de programme sur une alarme ou un événement de mise sous tension, l'encodeur absolu signifie que l'axe reprend exactement à la position d'arrêt — aucune incertitude de repositionnement, aucune pièce mise au rebut parce qu'un axe ne savait pas où il était après la récupération.
L'A1000 délivre 1 000 000 d'impulsions par révolution. Sur une vis à billes de pas de 10 mm, chaque compte correspond à 10 nanomètres de déplacement linéaire — la résolution à laquelle le CNC Fanuc ferme la boucle de position. C'est ce qui sous-tend la précision dimensionnelle et la qualité de finition de surface que les centres d'usinage CNC modernes sont conçus pour atteindre.
Maintenance de la batterie : la batterie de secours se trouve dans l'amplificateur servo αiSV, pas dans le moteur. Remplacez-la lorsque le CNC Fanuc émet une alarme de batterie faible. Une batterie complètement déchargée réinitialise le compteur multi-tours, nécessitant un re-référencement unique de l'axe pour restaurer le système de coordonnées de la machine — évitable avec une maintenance rapide de la batterie.
Sans frein — Quand le verrouillage servo est la bonne réponse
La désignation B000 confirme que ce moteur ne comporte pas de frein électromagnétique. Sur la grande majorité des axes horizontaux et tout axe où la gravité n'agit pas dans le sens de rotation de l'arbre, c'est la spécification correcte et appropriée.
Avec l'amplificateur αiSV actif et la boucle servo fermée, l'encodeur A1000 signale la position à 1 000 000 de comptes par révolution tandis que l'amplificateur corrige en continu l'angle de l'arbre commandé. La position de l'axe au repos est maintenue avec la même précision que la position de l'axe en mouvement — le verrouillage servo n'est pas un mode de maintien dégradé mais le même contrôle en boucle fermée qui régit le mouvement. Sur les axes horizontaux, ce maintien est fiable, précis et ne nécessite aucun matériel supplémentaire.
La configuration sans frein maintient le corps du moteur plus léger et plus court que les variantes freinées équivalentes, simplifie le panneau électrique de la machine en éliminant le circuit d'alimentation du frein et la logique de relais associée, et supprime le disque de frein en tant que composant d'usure qui accumule des heures de service.
Là où un axe supporte une charge gravitationnelle — entraînements de broche verticaux, avances inclinées, tables basculantes — le verrouillage servo seul à l'arrêt servo est insuffisant, et un moteur freiné est requis. Au sein de la série A06B-0227, le B300 (arbre conique, frein à ressort 24V, absolu A1000) est l'équivalent freiné pour les applications d'axes verticaux. Le B000 est spécifié correctement et en toute confiance pour toutes les applications d'axes horizontaux confirmées.
Série A06B-0227 : Référence de configuration
Toutes les variantes de la série A06B-0227 partagent le corps du moteur αiF 8/3000 — 8 Nm de décrochage, 1,6 kW, 3 000 tr/min, codeur absolu A1000. Le type d'arbre, le frein et l'étanchéité différencient les variantes.
| Numéro de pièce |
Arbre |
Clavette |
Frein |
Étanchéité |
| A06B-0227-B000 |
Conique |
Oui |
Aucun |
IP65 |
| A06B-0227-B000#0100 |
Conique |
Oui |
Aucun |
IP67 |
| A06B-0227-B100 |
Lisse droit |
Non |
Aucun |
IP65 |
| A06B-0227-B200 |
Droit |
Oui |
Aucun |
IP65 |
| A06B-0227-B300 |
Conique |
Oui |
Ressort 24V |
IP65 |
| A06B-0227-B400 |
Lisse droit |
Non |
Ressort 24V |
IP65 |
Le B000 est la version de base IP65 avec cône et clavette, sans frein — la configuration la plus courante pour les applications CNC d'axes horizontaux de taille moyenne. La variante étanche #0100 passe à l'IP67 pour les environnements à forte teneur en liquide de refroidissement. Confirmez toujours la configuration exacte du moteur d'origine avant de commander un remplacement.
Compatibilité de l'amplificateur et du système CNC
Le A06B-0227-B000 fonctionne avec les amplificateurs servo Fanuc série αi (αiSV) — le module αiSV 20 ou αiSV 40 en fonction de la configuration spécifique de l'armoire d'entraînement pour la classe de courant de ce moteur. Les plateformes CNC compatibles incluent les Fanuc Series 0i-D, 0i-F, 15i, 16i, 18i, 21i, 30i-A, 30i-B, 31i-A, 31i-B et 32i.
Le moteur n'est pas compatible avec les amplificateurs série α (non-i) d'origine, qui utilisent un protocole d'encodeur série différent, ni avec les entraînements Fanuc série β. Après l'installation d'un remplacement, confirmez que les paramètres de l'axe CNC correspondent aux spécifications du type de moteur αiF 8/3000 — en particulier le code de type de moteur, la vitesse maximale et la limite de courant — avant de remettre la machine en production.
Applications typiques
Axes d'avance principaux de centres d'usinage CNC de format moyen. Entraînements de table, de chariot et de tête de broche X, Y et Z sur les centres d'usinage verticaux et horizontaux où le couple de décrochage de 8 Nm gère la masse combinée de l'axe et les exigences de force de coupe d'une machine de production de taille moyenne.
Entraînements de chariot et de glissière transversale de centres de tournage CNC. Entraînements de chariot de l'axe Z et de glissière transversale de l'axe X sur les centres de tournage CNC moyens traitant des charges de tournage de production typiques, où le αiF 8/3000 fournit le couple et la vitesse pour des vitesses d'avance productives sur la plage de pièces de la machine.
Centres d'usinage multi-axes — entraînements d'axes secondaires. Entraînements rotatifs de l'axe B, axes linéaires auxiliaires et mécanismes de positionnement secondaires sur les centres d'usinage multi-axes où la classe de couple de 8 Nm correspond correctement au budget de charge de l'axe secondaire.
Équipements d'automatisation et de manutention contrôlés par Fanuc. Entraînements de positionnement principaux sur les plateformes d'automatisation contrôlées par Fanuc, les systèmes de transfert de pièces et les cellules d'usinage intégrées où la combinaison αiSV/αiF 8/3000 offre des performances servo en boucle fermée fiables avec rétention de position absolue.
FAQ
Q1 : Y a-t-il une différence entre un moteur étiqueté "GE Fanuc" et un étiqueté "Fanuc" pour ce numéro de pièce ?
Aucune différence fonctionnelle. GE Fanuc était le nom de la coentreprise commerciale sous lequel les produits Fanuc étaient vendus sur les marchés nord-américains pendant une période. Les moteurs sont fabriqués par Fanuc selon les mêmes spécifications, quel que soit le nom de marque qui apparaît sur la plaque signalétique. Un GE Fanuc A06B-0227-B000 et un Fanuc A06B-0227-B000 sont le même moteur, compatibles avec les mêmes amplificateurs et interchangeables l'un pour l'autre en tant que remplacement.
Q2 : Ce moteur nécessite-t-il un référencement après chaque cycle d'alimentation du CNC ?
Non. L'Alpha i A1000 est un codeur absolu série — la position multi-tours est conservée hors tension par la batterie de secours de l'amplificateur servo Fanuc αiSV. Lorsque le CNC est mis sous tension, la coordonnée de l'axe est immédiatement disponible sans aucun mouvement de retour de référence. La seule exception est si la batterie de secours se décharge complètement, ce qui réinitialise le compteur multi-tours. Remplacez la batterie rapidement lorsque le CNC émet une alarme de batterie faible pour éviter cela.
Q3 : Quand la variante étanche IP67 (#0100) doit-elle être spécifiée au lieu de la B000 de base ?
La A06B-0227-B000 de base est classée IP65 — protection contre les jets d'eau dirigés. La variante #0100 passe à l'IP67 — protection contre l'immersion temporaire. Spécifiez la variante IP67 lorsque le moteur est monté dans une position exposée à un jet direct de liquide de refroidissement, à un impact de pulvérisation de liquide de refroidissement à haute pression, ou à une accumulation de liquide de refroidissement dans la zone de montage du moteur. Pour les moteurs montés loin de la zone de coupe directe dans un emplacement de panneau protégé standard, l'IP65 est suffisant.
Q4 : Quel module amplificateur est nécessaire pour le A06B-0227-B000, et quels systèmes CNC le prennent en charge ?
Le moteur nécessite un amplificateur servo Fanuc série αi (αiSV) — le courant nominal αiSV spécifique doit être confirmé dans la documentation de l'armoire d'entraînement de la machine, car le couple de décrochage de 8 Nm / 8,4 A de ce moteur le place dans la gamme moyenne de la gamme de produits αiSV. Les plateformes CNC compatibles incluent les Fanuc Series 0i-D, 0i-F, 16i, 18i, 21i, 30i et 31i. Le moteur n'est pas compatible avec les amplificateurs SVU série α (non-i) d'origine, qui utilisent un protocole d'interface d'encodeur différent.
Q5 : Le B000 (sans frein, arbre conique) peut-il remplacer un B300 (frein 24V, arbre conique) sur la même machine ?
Pas en toute sécurité sur un axe vertical ou tout axe où la gravité agit dans le sens de rotation de l'arbre. Le B300 est équipé d'un frein à ressort appliqué qui assure un maintien mécanique à l'arrêt servo — une fonction de sécurité requise lorsque la masse de l'axe descendrait autrement sous l'effet de la gravité lorsque l'amplificateur est désactivé. Le B000 ne dispose d'aucun mécanisme de ce type et s'appuie sur le verrouillage servo pour le maintien de la position, qui disparaît lorsque l'amplificateur est inactif. Sur un axe horizontal confirmé où le moteur d'origine était un B300 et où le frein n'a jamais été réellement nécessaire pour la sécurité, le cas technique d'un substitut B000 existe — mais cette détermination nécessite un examen formel des conditions de charge de l'axe de la machine, et non une supposition. En cas de doute, utilisez la variante avec frein.

 Votre message doit contenir entre 20 et 3 000 caractères!
Votre message doit contenir entre 20 et 3 000 caractères!