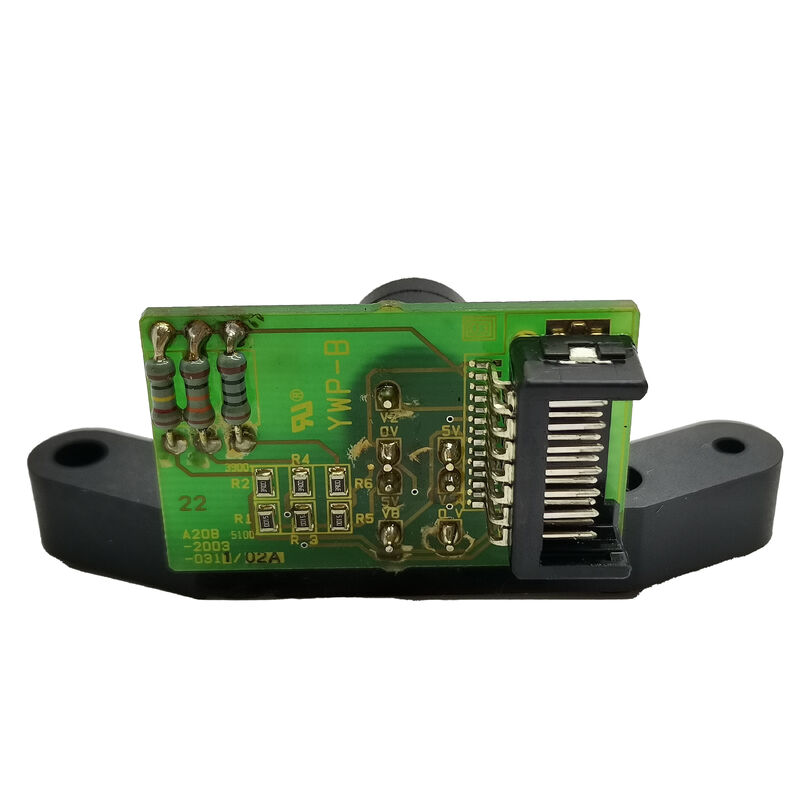
FANUC A20B-2003-0311 | Carte de traitement des signaux du capteur MZi — Fait partie de l'ensemble de capteur de broche Alpha i A860-2110-V001
Numéro de pièce (PCB) : A20B-2003-0311
Ensemble complet : A860-2110-V001 (unité de capteur de broche MZi — commandée et fournie en une seule pièce)
Fabricant : FANUC Corporation (Japon)
Un numéro de pièce, une unité complète
L'A20B-2003-0311 est la carte de traitement des signaux à l'intérieur de l'ensemble de capteur de broche MZi FANUC A860-2110-V001. Elle n'est pas disponible séparément. Que la demande concerne l'A20B-2003-0311 ou l'A860-2110-V001, le résultat est la même unité de capteur complète — car le PCB et le boîtier du capteur sont toujours fournis ensemble et l'alignement du PCB dans le boîtier est réglé en usine.
Tenter de démonter le capteur pour remplacer uniquement le PCB risque de perturber l'alignement de la tête de détection magnétique, qui ne peut pas être réajusté sur le terrain. La voie de service correcte est toujours l'unité complète A860-2110-V001.
Ce que fait le capteur MZi — et pourquoi c'est important
Les moteurs de broche Alpha i utilisent une approche de rétroaction différente de celle des servomoteurs. Les axes de servomoteurs utilisent des codeurs optiques à impulsions (la famille de codeurs absolus A860-2xxx). Les moteurs de broche utilisent des capteurs magnétiques — le type MZi détecte le passage de dents ou de pôles sur un anneau cible sur l'arbre de broche. La carte A20B-2003-0311 conditionne le signal brut de la tête de détection magnétique en impulsions numériques propres que l'amplificateur de broche peut traiter.
Trois fonctions de broche dépendent de ce capteur fournissant une rétroaction précise et ininterrompue :
Régulation de vitesse. L'amplificateur lit en continu la rétroaction MZi pour maintenir la vitesse de broche commandée sous des charges de coupe variables. Un signal dégradé provoque une instabilité de vitesse — visible dans la qualité de coupe et audible dans le bruit d'usinage — avant de déclencher une alarme.
Taraudage rigide. La rotation de la broche et l'avance de l'axe Z doivent rester synchronisées en temps réel pendant chaque cycle de taraudage. Une seule impulsion manquée du capteur MZi peut rater un filetage ou casser un taraud. La rupture d'un taraud sur un outillage par ailleurs correctement spécifié est l'un des indicateurs précoces les plus clairs d'un capteur défaillant.
Orientation de la broche. Le changeur d'outils exige que la broche s'arrête à une position angulaire précise pour engager la clavette d'entraînement. Le capteur MZi fournit la référence de position. Un capteur défaillant produit des alarmes SP0742 (échec d'orientation) ou similaires et arrête complètement les changements d'outils.
Spécifications clés
| Paramètre |
Valeur |
| Numéro de pièce du PCB |
A20B-2003-0311 |
| Ensemble de capteur |
A860-2110-V001 |
| Type de capteur |
Tête de détection magnétique MZi |
| Connexion |
12 broches |
| Câble |
Non inclus |
| Fonctions |
Rétroaction de vitesse, taraudage rigide, orientation |
| Statut |
Arrêté — disponible sur le marché secondaire |
FAQ
Q1 : Le PCB A20B-2003-0311 peut-il être remplacé indépendamment ?
Non. Le PCB n'est pas vendu séparément et son alignement à l'intérieur du boîtier du capteur est réglé en usine. Toute demande pour l'A20B-2003-0311 ou l'A860-2110-V001 aboutit à l'unité de capteur complète. Remplacez toujours l'ensemble complet A860-2110-V001.
Q2 : Quels sont les premiers symptômes d'un capteur défaillant ?
La dégradation précoce présente des signes subtils avant l'apparition des alarmes : taraudage rigide aux limites de tolérance plutôt qu'en spécification claire, légère variation de la vitesse de broche sous de fortes coupes, ou une orientation qui prend un peu plus de temps que d'habitude à se terminer. À mesure que le capteur continue de se dégrader, des alarmes CNC suivent — SP0740 (erreur de rétroaction de vitesse), SP0742 (échec d'orientation), ou SP0001 (surcharge de broche due à l'incapacité de réguler la vitesse). Un historique d'alarmes propre ne pointant que vers des alarmes de type capteur sur une seule broche est un signal de diagnostic clair.
Q3 : Le remplacement du capteur nécessite-t-il un ajustement de paramètre ?
Après l'installation d'un remplacement A860-2110-V001, la position d'orientation de la broche peut devoir être réinitialisée. La relation angulaire entre le capteur et la position de référence de l'arbre moteur peut légèrement différer sur la nouvelle unité. Vérifiez l'alignement du changement d'outil après le remplacement et ajustez le paramètre de décalage d'orientation de la broche (SP1004 ou équivalent sur les commandes i-series) par petites incréments si nécessaire.
Q4 : L'A860-2110-V001 est-il compatible avec tous les moteurs de broche Alpha i ?
Non. L'A860-2110-V001 est spécifique à un ensemble défini de modèles de moteurs de broche Alpha i. D'autres variantes de capteurs MZi — telles que l'A860-2100-V001 avec son PCB A20B-2003-0310 — servent différentes tailles de châssis de moteur. L'interface de montage mécanique et le diamètre de l'anneau cible sont spécifiques au moteur. Confirmez toujours le numéro de pièce du capteur par rapport au modèle spécifique du moteur de broche avant de commander.
Q5 : Le capteur est arrêté — est-il toujours disponible ?
Oui, via le marché secondaire FANUC — les entreprises spécialisées dans les pièces CNC et le réseau de service FANUC détiennent des stocks d'échange et excédentaires. L'A860-2110-V001 est l'un des composants de broche Alpha i les plus couramment échangés, compte tenu de la grande base installée de machines qui l'utilisent. Demandez une confirmation de test fonctionnel avant d'accepter une unité d'échange.

 Votre message doit contenir entre 20 et 3 000 caractères!
Votre message doit contenir entre 20 et 3 000 caractères!