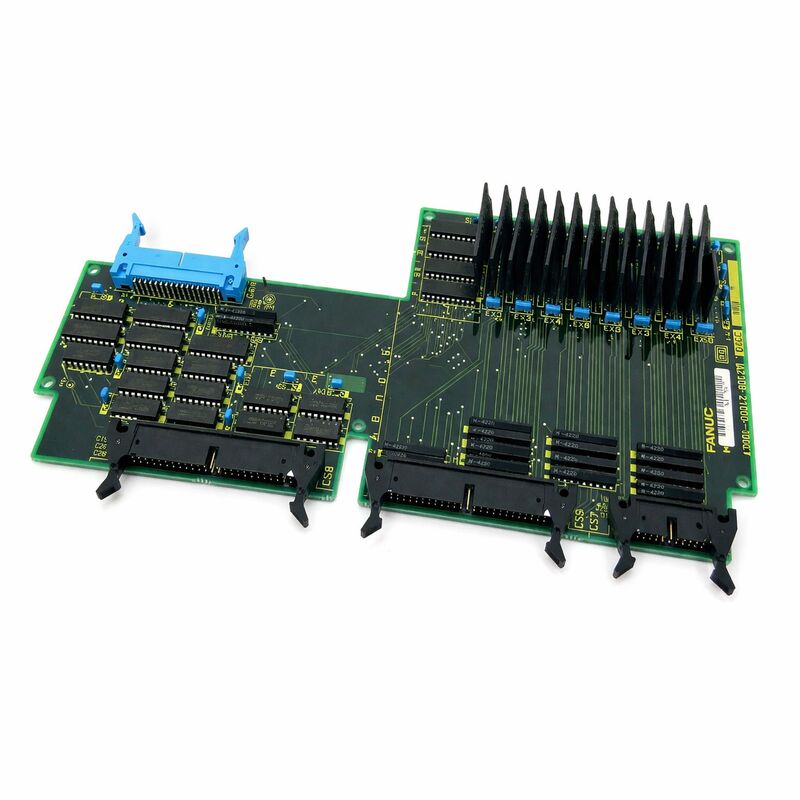
FANUC A20B-9001-0480 | 52/40 Type à collecteur Carte d'E/S secondaire et extension d'E/S Piggyback pour CNC FANUC Série 16/18, étend la capacité DI/DO, pièce de rechange industrielle
Vue d'ensemble
La FANUC A20B-9001-0480 joue un rôle très spécifique et pratique dans l'architecture d'E/S des CNC FANUC Série 16/18 : elle permet à une machine de disposer de plus de connexions de signaux sans nécessiter de carte d'E/S autonome séparée ou de second contrôleur.
La carte d'E/S secondaire se connecte directement à une carte d'E/S primaire existante, partageant la connexion de bus de la carte primaire avec le CNC tout en ajoutant ses propres bornes de signal.
Le résultat est une extension d'E/S compacte et économique que les constructeurs de machines-outils ont intégrée lorsque la capacité d'une seule carte d'E/S primaire était insuffisante pour le nombre total d'entrées et de sorties d'une machine.
Comprendre pourquoi une extension d'E/S est parfois nécessaire nécessite de savoir comment les E/S des machines-outils sont distribuées.
Le PMC (Programmable Machine Controller) d'un CNC FANUC exécute la logique d'échelle spécifique à la machine qui contrôle toutes les fonctions de la machine, à l'exception du mouvement réel de l'axe et de la broche - sélection et serrage de l'outil ATC, changement de palette, mise en marche/arrêt du liquide de refroidissement, convoyeur à copeaux, interverrouillages de porte, système de lubrification, serrage de pièce, positionnement de contre-pointe, supports lunettes, actionnement de vannes hydrauliques, et d'innombrables autres fonctions.
Chacune de ces fonctions génère et consomme des signaux d'E/S : une porte a une limite d'ouverture et une limite de fermeture (2 entrées), un serrage hydraulique a une commande de solénoïde (1 sortie) et des interrupteurs de confirmation/dégagement (2 entrées), un magasin d'outils peut avoir un signal pour chaque capteur de position du magasin (jusqu'à 60+ entrées sur les grands magasins). Ajoutez à cela un centre d'usinage entièrement équipé et le nombre total d'E/S dépasse facilement ce qu'une seule carte 104/80 fournit.
Spécifications clés
| Paramètre |
Valeur |
| Entrées numériques (DI) |
52 |
| Sorties numériques (DO) |
40 |
| Type de sortie |
Type à collecteur (NPN, actif bas) |
| Montage |
Piggyback sur la carte d'E/S primaire |
| Compatibilité système |
CNC FANUC Série 16, 18 |
| DI/DO combiné avec la carte primaire |
156 DI / 120 DO (avec la base A16B-2202-0960) |
| Origine |
Japon |
La sortie de type collecteur — ce que cela signifie pour le câblage de la machine
Le terme "type à collecteur" dans la terminologie des E/S FANUC signifie que les transistors de sortie tirent la borne de sortie vers le rail commun 0V lorsqu'ils sont actifs (logique 1).
Le dispositif externe — une électrovanne, une bobine de relais, une lampe témoin — est connecté entre le rail d'alimentation positif (+24VDC) et la borne de sortie. Lorsque le PMC active la sortie, le courant circule de +24V à travers le dispositif et dans la borne de sortie, où le transistor collecteur le passe à 0V.
Cette topologie à collecteur (NPN) est largement utilisée dans les machines-outils CNC asiatiques et les équipements industriels japonais. La plupart des électrovannes, relais et voyants conçus pour les systèmes compatibles FANUC se connectent entre 24VDC et la sortie à collecteur sans composants supplémentaires.
Le schéma de câblage de la machine-outil spécifique indique quelles adresses de sortie correspondent à quelles bornes de sortie physiques sur les connecteurs de la carte d'E/S, et quels dispositifs externes sont câblés à chaque borne.
Les 40 sorties à collecteur de l'A20B-9001-0480 suivent les mêmes caractéristiques électriques que les sorties de la carte d'E/S primaire — conçues pour la norme de tension de commande des machines-outils de 24VDC et capables de gérer les charges inductives (bobines d'électrovannes, bobines de relais) qui sont standard dans les systèmes électriques des machines-outils.
Position d'installation et relation avec la carte d'E/S primaire
Dans le rack du CNC FANUC Série 16/18, la carte d'E/S primaire occupe un emplacement désigné.
La carte d'E/S secondaire A20B-9001-0480 se connecte directement à la carte primaire via un connecteur d'extension dédié — elle n'occupe pas un emplacement de rack indépendant mais se monte sur la carte primaire, utilisant la connexion de rack de cette carte pour communiquer avec le PMC du CNC.
Le programme d'échelle du PMC accède aux entrées et sorties de la carte d'E/S secondaire via des plages d'adresses G spécifiques (sorties du PMC) et F (entrées du PMC) qui sont attribuées aux signaux de la carte secondaire dans le mappage d'adresses de la carte d'E/S.
Le constructeur de la machine-outil définit ce mappage d'adresses dans les paramètres du PMC lors de la fabrication de la machine — les signaux de l'A20B-9001-0480 apparaissent au PMC comme des adresses DI/DO supplémentaires au-delà de celles de la carte primaire.
Lors du remplacement de l'A20B-9001-0480, l'installation physique de la carte de remplacement est l'inverse de ce qui précède : connectez-la au connecteur d'extension de la carte primaire, fixez-la mécaniquement (la carte est généralement fixée au support ou aux entretoises de la carte primaire), reconnectez le câblage des E/S aux bandes de bornes ou au connecteur de la carte secondaire, et vérifiez le fonctionnement des adresses d'E/S du PMC en contrôlant les signaux sur l'écran de diagnostic du PMC.
Écran de diagnostic du PMC — premier outil pour l'isolement des défauts
Lorsqu'un signal provenant de l'A20B-9001-0480 est suspecté de défaillance — une fonction de machine ne répondant pas à une commande, une entrée ne reflétant pas l'état du capteur physique — la première étape de diagnostic est l'écran de diagnostic du PMC du CNC.
Accessible via le panneau MDI, l'écran de diagnostic affiche l'état en temps réel de chaque adresse PMC, y compris les adresses G (sorties commandées) et les adresses F (entrées reçues) correspondant aux signaux de la carte secondaire.
Si une sortie commandée est active (bit d'adresse G = 1) mais que la borne de sortie physique ne présente pas 24V lorsqu'elle est mesurée avec un multimètre, le défaut se situe soit dans le transistor de sortie de la carte secondaire, soit dans le câblage de la borne au dispositif, soit dans le dispositif lui-même.
Si une adresse d'entrée (bit d'adresse F) ne reflète pas l'état du capteur physique (capteur activé mais bit = 0, ou capteur inactif mais bit = 1), le défaut se situe dans le circuit d'entrée de la carte secondaire, le câblage d'entrée, ou le capteur.
Cette approche systématique de traçage des signaux permet d'isoler rapidement si l'A20B-9001-0480 elle-même est défaillante ou si le défaut se situe dans le câblage et les dispositifs externes qui y sont connectés.
FAQ
Q1 : L'A20B-9001-0480 est-elle toujours présente, ou est-ce un ajout optionnel au système d'E/S de la Série 16/18 ?
C'est un ajout optionnel — la carte d'E/S primaire fonctionne indépendamment, et l'A20B-9001-0480 n'est installée que lorsque le constructeur de la machine-outil a déterminé que la capacité DI/DO de 104/80 de la carte primaire est insuffisante pour les besoins en E/S de la machine.
Certaines machines de la Série 16/18 ont la carte secondaire installée d'usine ; d'autres non.
La présence ou non de la carte secondaire dans une machine spécifique est confirmée par une inspection physique de l'ensemble de la carte d'E/S ou par référence à la documentation électrique de la machine.
Une machine fonctionnant sans sa carte secondaire installée alors que le PMC l'attend affichera des alarmes ou un comportement d'E/S incorrect pour toutes les adresses attribuées à la carte secondaire.
Q2 : Après avoir remplacé l'A20B-9001-0480, certaines fonctions de la machine ne fonctionnent toujours pas. Que faut-il vérifier ?
Vérifiez que la carte de remplacement est correctement insérée et connectée au connecteur d'extension de la carte d'E/S primaire — une connexion partielle entraîne le fonctionnement de certains signaux et l'échec d'autres. Ensuite, vérifiez toutes les reconnexions de câblage aux bornes d'E/S de la carte secondaire.
Utilisez l'écran de diagnostic du PMC pour confirmer quelles adresses d'entrée et de sortie spécifiques présentent des états incorrects, puis tracez ces signaux spécifiques à travers le câblage de la borne au dispositif.
Une vérification systématique adresse par adresse par rapport à la liste des E/S de la machine (normalement dans la documentation électrique de la machine) confirme si le problème est interne à la carte ou externe au câblage.
Q3 : L'A20B-9001-0480 peut-elle être utilisée avec les systèmes CNC FANUC Série 0 ou 21 ?
L'A20B-9001-0480 est spécifiée pour les systèmes CNC FANUC Série 16/18. Sa compatibilité avec d'autres générations de CNC FANUC (Série 0, 21, 0i) dépend si les cartes d'E/S primaires de ces systèmes ont le même connecteur d'extension et si le mappage d'adresses du PMC est compatible. Ne supposez pas de compatibilité intergénérationnelle — confirmez par rapport à la documentation matérielle de la machine spécifique et au manuel matériel de la génération CNC avant de commander ou d'installer.
Q4 : La carte d'E/S secondaire a des sorties de type "collecteur". Peut-on connecter des dispositifs de type source (PNP) à ces sorties ?
Les sorties de type collecteur sont conçues pour un fonctionnement à collecteur de courant avec des charges d'alimentation positive de 24VDC (bobines d'électrovannes, bobines de relais connectées à +24V). Les capteurs de type source (PNP) ou autres dispositifs de type source ne peuvent pas remplacer directement ou se connecter aux bornes de sortie de type collecteur sans un relais ou un circuit d'interface.
Lors de la connexion des dispositifs de terrain, vérifiez que la topologie de câblage du dispositif (charge connectée à +V ou charge connectée à 0V) correspond au type de sortie (collecteur ou source).
Pour les canaux d'entrée, des considérations similaires s'appliquent — les circuits d'entrée de l'A20B-9001-0480 sont conçus pour une tension et une topologie de signal d'entrée spécifiques, comme documenté dans le manuel de connexion de la Série 16/18.
Q5 : Y a-t-il des données CNC stockées dans l'A20B-9001-0480 qui doivent être sauvegardées avant le remplacement ?
Non. L'A20B-9001-0480 est une carte d'interface de signal purement électrique — elle contient des transistors d'E/S, des optocoupleurs d'entrée, des circuits de conditionnement de signal et les connecteurs physiques pour le câblage de terrain, mais ne stocke aucun paramètre machine, programme d'échelle PMC ou données de configuration.
Toutes les données PMC résident dans les modules mémoire FROM/SRAM du contrôleur CNC, non affectées par le remplacement de la carte d'E/S. Aucune sauvegarde de données n'est requise spécifiquement pour le remplacement de cette carte.

 Votre message doit contenir entre 20 et 3 000 caractères!
Votre message doit contenir entre 20 et 3 000 caractères!